✖
机器人产品线
工业机器人
●ABB工业机器人
●埃斯顿机器人
●海康工业机器人
协作机器人
●UR 优傲机器人
机器人夹爪
机器人底座
视觉产品线
3D相机
●振镜立体相机
●散斑结构光立体相机
●RGB-D智能立体相机
●三维轮廓测量仪
●TOF相机
面阵相机
●面阵相机产品
线阵相机
●线阵相机产品
镜头与配件
●镜头
●线缆
●光源
●日本kowa
AI & 云 产品线
BOX
Deepseek一体机
工控机
服务器
光学精密测量
光谱共焦技术
点光谱一体式传感器
单点传感器
线阵多点传感器
线传感器
CVC 线阵相机
干涉测量技术
红外干涉飞点扫描仪
干涉点传感器
激光光热技术
激光点传感器
激光面阵传感器
激光焊接监控
解决方案
技术解决方案
●机器人视觉
●视觉测量
●AI缺陷检测
●AI识别
●视觉定位
●3D视觉
●装车自动化
1
●其他技术解决方案
行业解决方案
●3C电子
●物流
●锂电
●金属加工
●汽车
●其他行业解决方案
高校科研解决方案
●移动式短波红外荧光检测系统
●高速相机在体育运动行业运用
技术服务
软件测评
软件下载
文档下载
关于我们
企业文化
公司简介
发展历程
联系我们
人才招聘
机器人产品线
工业机器人
协作机器人
机器人夹爪
机器人底座
视觉产品线
3D相机
面阵相机
线阵相机
镜头与配件
AI & 云 产品线
BOX
Deepseek一体机
工控机
服务器
光学精密测量
光谱共焦技术
干涉测量技术
激光光热技术
解决方案
技术解决方案
行业解决方案
高校科研解决方案
技术服务
软件测评
软件下载
文档下载
关于我们
企业文化
公司简介
发展历程
联系我们
人才招聘
一级标题
工业机器人
协作机器人
机器人夹爪
机器人底座
工业机器人
●ABB工业机器人
●埃斯顿机器人
●海康工业机器人
协作机器人
●UR 优傲机器人
机器人夹爪
机器人底座
一级标题
3D相机
面阵相机
线阵相机
镜头与配件
3D相机
●振镜立体相机
●散斑结构光立体相机
●RGB-D智能立体相机
●三维轮廓测量仪
●TOF相机
面阵相机
●面阵相机产品
线阵相机
●线阵相机产品
镜头与配件
●镜头
●线缆
●光源
●日本kowa
一级标题
BOX
Deepseek一体机
工控机
服务器
BOX
Deepseek一体机
工控机
服务器
一级标题
光谱共焦技术
干涉测量技术
激光光热技术
光谱共焦技术
点光谱一体式传感器
单点传感器
线阵多点传感器
线传感器
CVC 线阵相机
干涉测量技术
红外干涉飞点扫描仪
干涉点传感器
激光光热技术
激光点传感器
激光面阵传感器
激光焊接监控
一级标题
技术解决方案
行业解决方案
高校科研解决方案
技术解决方案
●机器人视觉
●视觉测量
●AI缺陷检测
●AI识别
●视觉定位
●3D视觉
●装车自动化
1
●其他技术解决方案
行业解决方案
●3C电子
●物流
●锂电
●金属加工
●汽车
●其他行业解决方案
高校科研解决方案
●移动式短波红外荧光检测系统
●高速相机在体育运动行业运用
一级标题
软件测评
软件下载
文档下载
软件测评
软件下载
文档下载
一级标题
企业文化
公司简介
发展历程
联系我们
人才招聘
企业文化
公司简介
发展历程
联系我们
人才招聘
×
首页
>
解决方案
>
行业解决方案
>
●锂电
顶盖尺寸测量
■ 项目难点
● 检测节拍、精度要求高
● 锂电池表面反光,影响成像稳定性
■ 项目需求
● 检测锂电池顶盖平整度、长宽尺寸
● 检测正负极柱高度、平整度、共面度
■ 方案
● MV-DP2060-01H + VM 3D算法平台
■ 效果
● 通过相机扫描成像和VM算法处理,精准测量出 锂电池顶盖尺寸,重复性检测精度为1μm
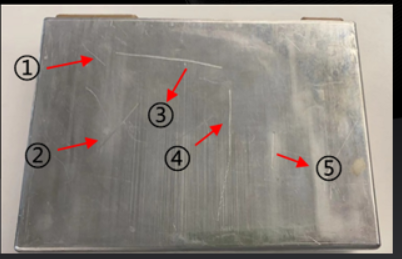
包膜前凹坑检测
■ 项目难点
● 划痕种类繁多,细而深的划痕和针孔缺陷容易漏检
● 对于外壳表面的擦伤进行误判
■ 项目需求
● 检测电池外壳直径0.3mm,高度0.1mm以上的凹坑和凸起
● 检测长10mm,宽1mm,深0.05mm以上的划痕
■ 方案
● MV-DP2120-01H
● VM 3D软件:AI+3D检测
■ 效果
● 通过相机扫描成像和VM算法处理,精准测量出 锂电池顶盖尺寸,重复性检测精度为1μm
包膜后鼓包检测
■ 项目难点
● 蓝膜本身光学特性缺陷特征不明显
● 缺陷种类多且部分缺陷种类样本难收集
■ 项目需求
● 电池在包蓝膜后,检测蓝膜表面形成的直径大于2mm的气泡
● 包膜边缘不平整/裂纹/脏污/磨破
■ 方案
● MV-DP2120-01H + VM 3D算法平台
■ 效果
● 通过深度图中的高度信息差有效识别出包膜后的 鼓包、破损、褶皱等缺陷,漏检率为0
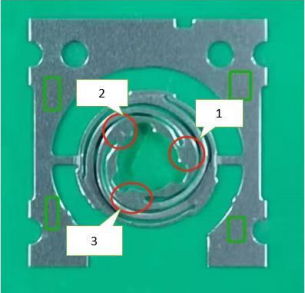
焊接缺陷检测
■ 项目难点
● 密封钉焊接缺陷形态丰富,难以界定其形态边缘
● 密封圈中存在灰尘、脏污,干扰成像效果
■ 项目需求
● 密封钉焊接后扫描焊痕,检测是否存在爆孔、断焊、针孔、虚焊等
● 检测密封圈是否存在偏位
■ 方案
● MV-DP2060-01H + VM 3D算法平台
■ 效果
● 用图像增强模块对密封钉深度图进行预处理,再通 过滤波差分有效识别密封钉焊接缺陷,漏检率为0
顶盖周边焊接检测
■ 项目难点
● 检测节拍要求高,四边检测2.5s以内
● 焊缝缺陷类型多,部分深度缺陷不易检出
■ 项目需求
● 顶盖周边焊接完成后,需要检测焊痕外观缺陷检测 (爆点、凹坑、断焊、虚焊、偏位、翻边)
■ 方案
● MV-DP2060-01H + 定制软件
■ 效果
● 通过点云数据中的高度缺陷,可有效拦截出爆点、凹坑、断焊、虚焊不良以及翻边高度的检测
顶盖焊缝检测
■ 项目难点
● 焊接缝隙狭窄,检测精度要求高
● 焊缝边缘有噪点干扰,为算法处理带来干扰
■ 项目需求
● 电芯入壳后顶盖焊接前,需要检测顶盖与壳体之间的 缝隙宽度和台阶高度
■ 方案
● MV-DP3020-01H + VM 3D算法平台
■ 效果
● 通过深度图轮廓截取功能和轮廓线测量工具,准确检测出缝隙宽度和台阶高度,重复性精度<0.01mm
极耳焊接缺陷检测
■ 项目难点
● 爆孔和孔洞区分难度大
● 缺陷类型复杂,位置随机
● 细微瑕疵与极耳颜色相近,难以精确提取缺陷特征
■ 项目需求
● 电芯卷绕、叠片完成后,极耳与顶盖进行焊接,需要 检测焊道凹凸、爆孔、孔洞、发黑
■ 方案
● MV-DP2060-01H + VM 3D算法平台
■ 效果
● 相机扫描极耳焊接位置的3D点云集,通过高度阈值有效拦截焊渣、焊厚等异常